
PURGING SYSTEM
- Adhesives to stick on the weld bead opening to reduce air currents during welding. Resistant up to about 250 ° C. Supply by roll of 25 m.
- The silicon conical plug is designed for purging application. To use with pipe ID 4mm to 170mm. Color: black and transparent. Temperature: -60°C to +260°C.
Hardness: 50° Shore. Option: central bore hole - The rubber conical plug is designed for purging application. To use with pipe ID 4mm to 260mm. Color: grey. Temperature: -20°C to +90°C.
Hardness: 40° Shore. Option: central bore hole.
- During a manual welding or with an automatic welding machine, we obtain a very high quality of welding with a very low consumption of protective gas.
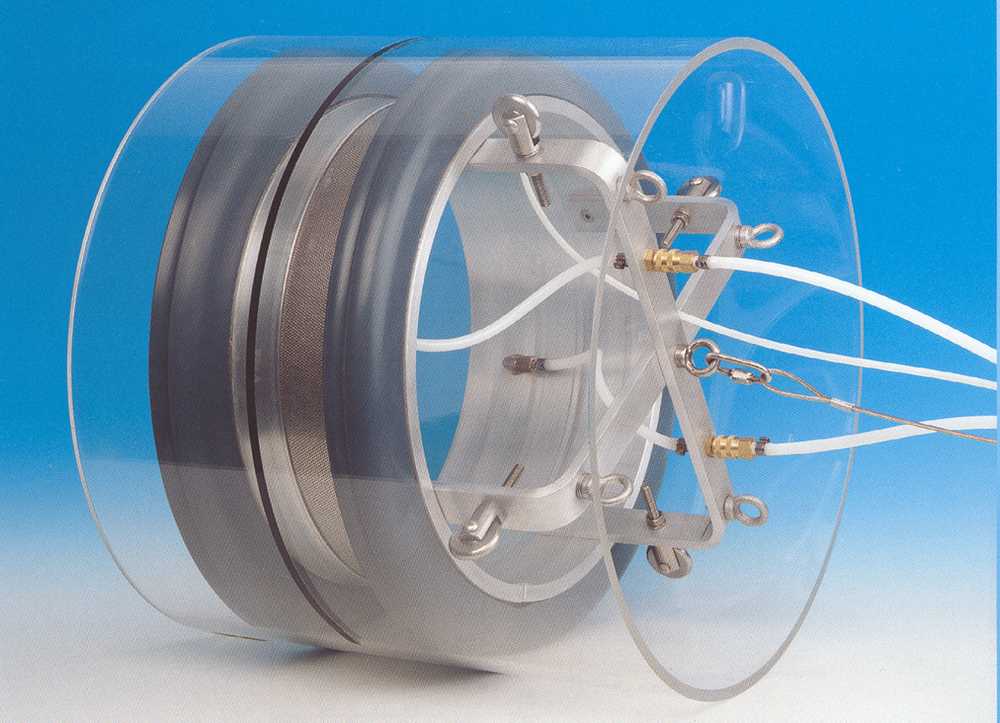
- New design sealing washers with double silicone elastomer sealing lip, heat-resistant up to 330 ° C, allow immediate positioning next to the weld seam. There is a standard range completely removable and scalable, available as a complete kit with 10m of pull cable and 10m of flexible gas supply hose. The set can be easily completed with washers sold individually. These systems can be enriched with ball guides facilitating the passage of elbows.
- Particularly suitable for tube diameters greater than 375 mm.
- Simple systems designed for small diameters, consisting of a heat resistant silicone lock washer (330 ° C) and a porous steel diffuser finger.
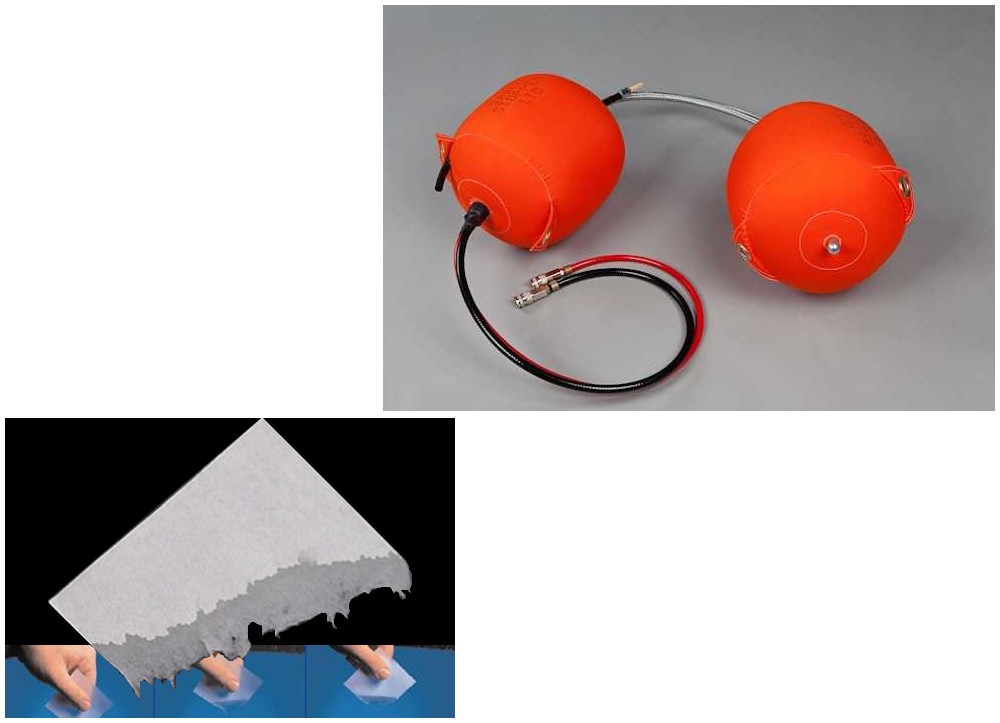
- Hemisphere purge systems for flange and pipe end from Ø43 to 218mm inside.
This set DN15-150 Ø21-175mm for 1⁄2″à 6’’ pipes includes :
- Protective gas finger Ø10 and 22 mm long. 50mm with washers 21, 26, 31, 36, 41, 46 and 51 mm ;
- Modular system with washers Ø50, 55, 60, 70, 80, 100, 115, 145 et 175mm + rigid arm and hoses 100mm, 150mm et 200mm, and diffuser Ø36 et 65mm ;
- 10m cable stainless steel, 2 x 10m pvc pipe Ø5x8mm, quick couplers and argon expansion coupling ;
- Aluminium adhesive tape width 25mm et 33mm ;
- Flowmeter for torch Tig 0-50 ltr./min.
An economical solution for purging application:
- For small diameter pipes (less than 4″ inner diameter), simply position a wad of purge paper several inches down into each section to be joined. For larger pipes (4″ inner diameter and larger), cut the paper into a circle with a diameter several inches larger than the pipe ID.
- Example: for a 6″ ID pipe, cut an 8″ diameter paper circle.
- Trace or impress the pipe inner diameter on the paper and fold on this line to form a 90 degree lip. Insert the dam into the pipe with the lip towards the weld prep.
Peel tape from backing and tape dam in place. Optional: Punch a small hole in the dam to facilitate the evacuation of air when purging. - For pipes larger than 28″ diameter, simply splice two or more sheets of purge paper together with tape, and
proceed as in steps B,C, and D - After the dams are in place, Argon or another purge gas may be introduced through the root gap with a needle valve connected to the gas line. If one end of the pipe is accessible, the purge gas may be introduced through a hole at the lower end of one dam. A vent hole should be made at the upper end of the other dam to allow air and gases to escape. Optional: cover the open root joint on the outside of the pipe with tape to prevent gas leakage .
Soluble paper can be offered on request with a PMUC certificate for use in a nuclear power plant.
- Purge monitors, also known as oxygen indicators, determine the oxygen content in the purge chamber. They are indispensable for the realization of high quality welds.